- Используемый робот: Doosan A0912
- Количество станков ЧПУ: до 2шт.
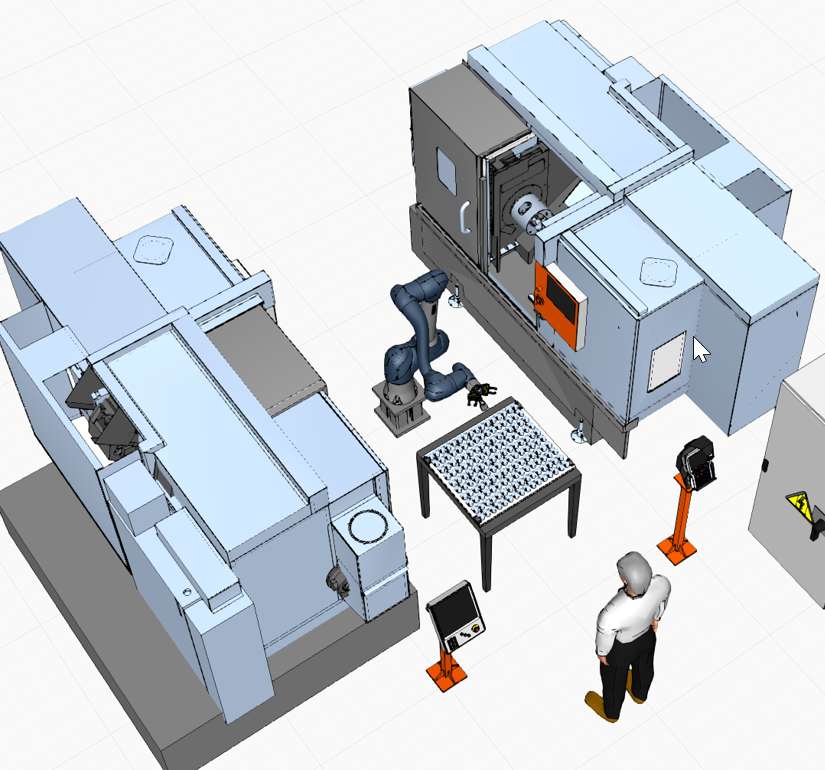
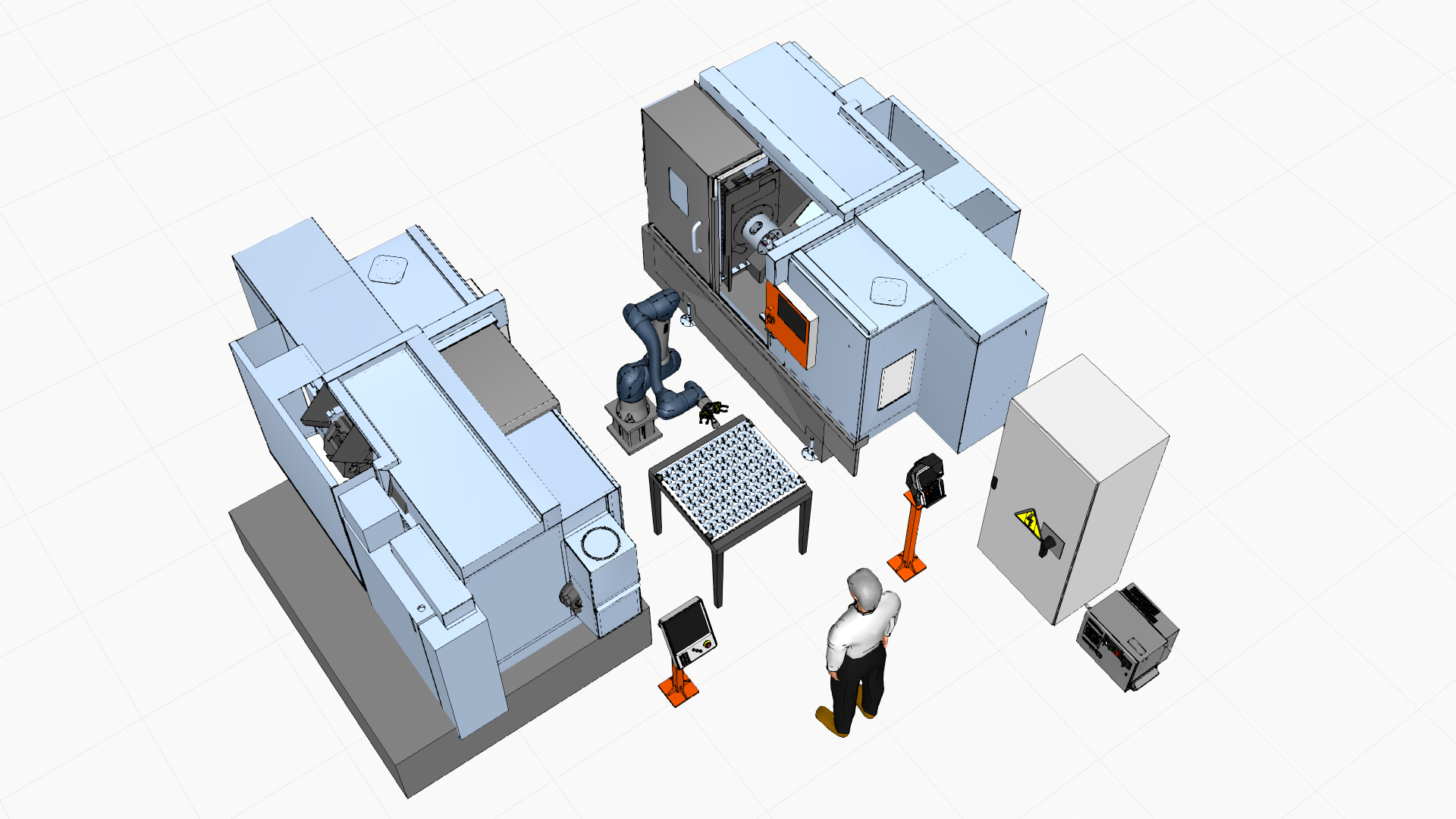
Назначение данного комплекса – автоматизация процесса загрузки и выгрузки изделий в станок с ЧПУ (токарный или фрезерный).
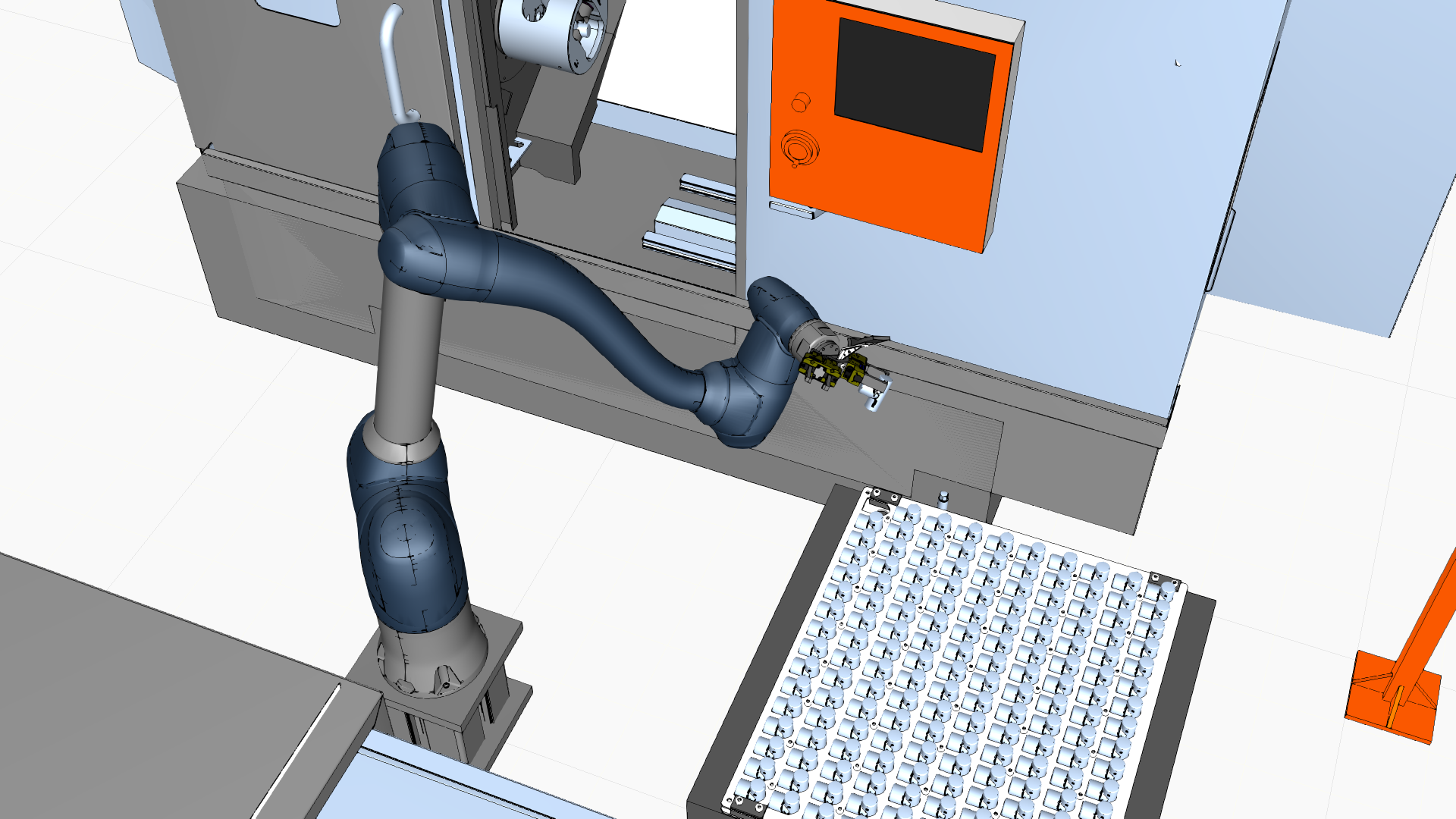
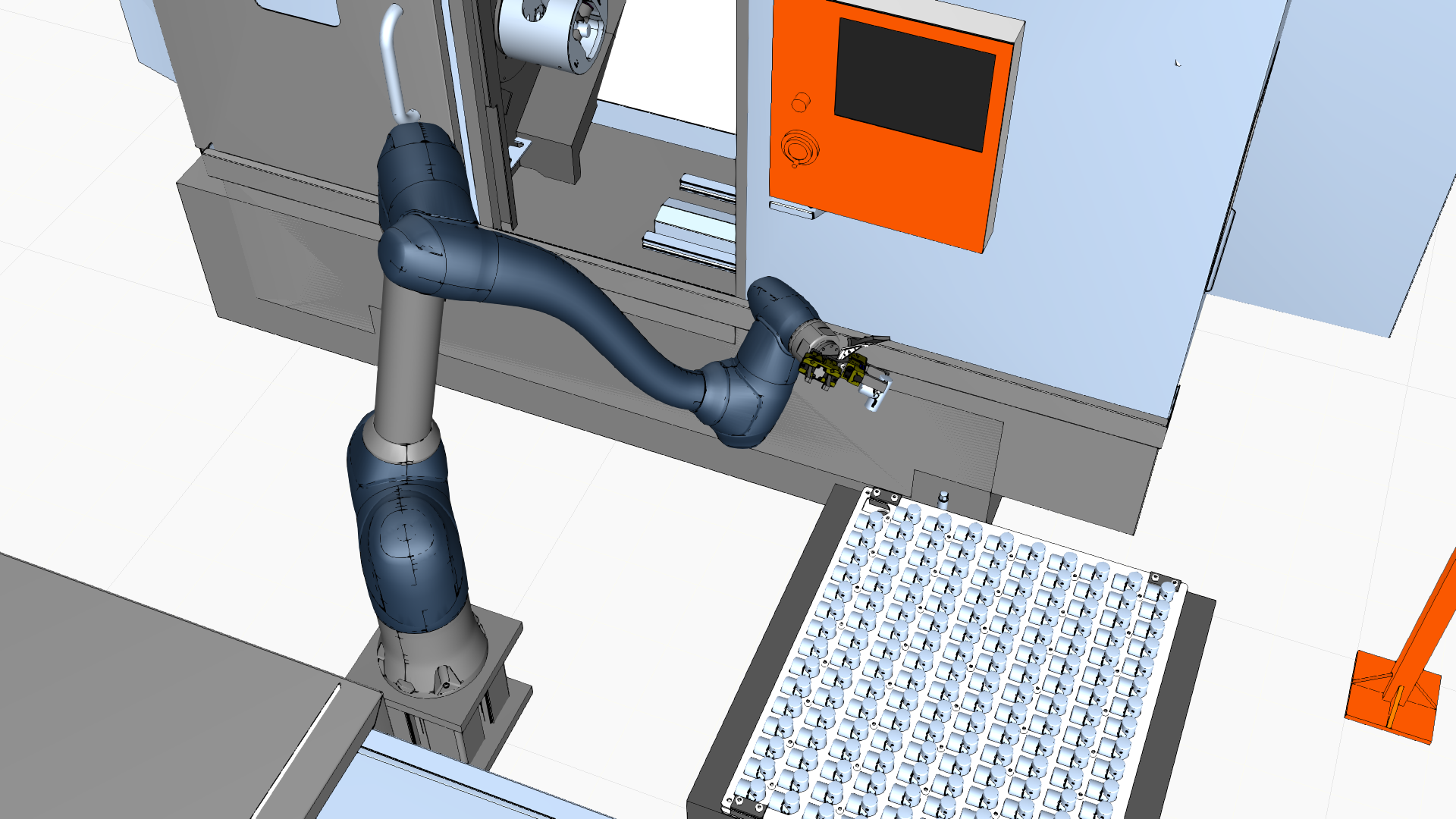
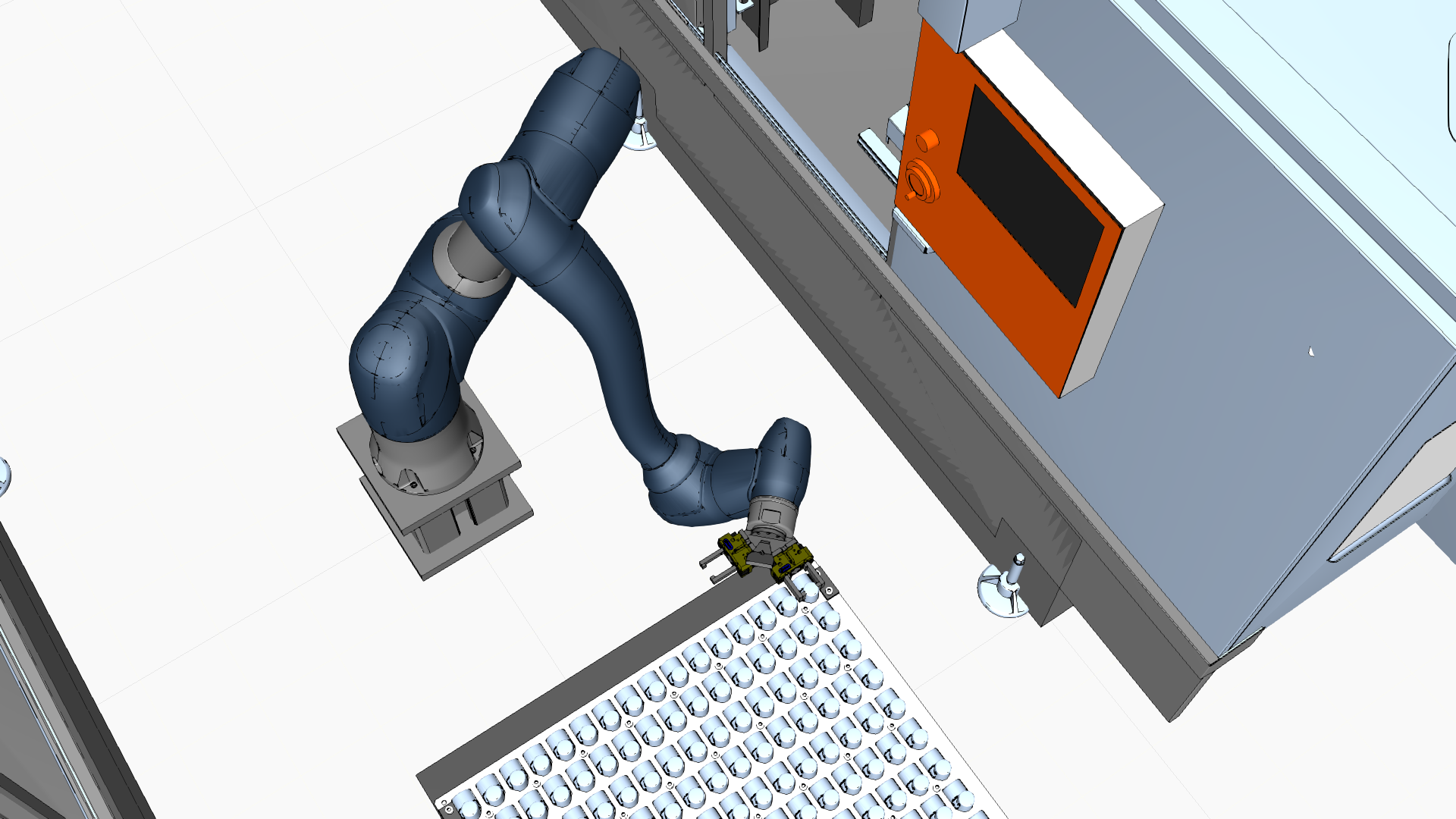
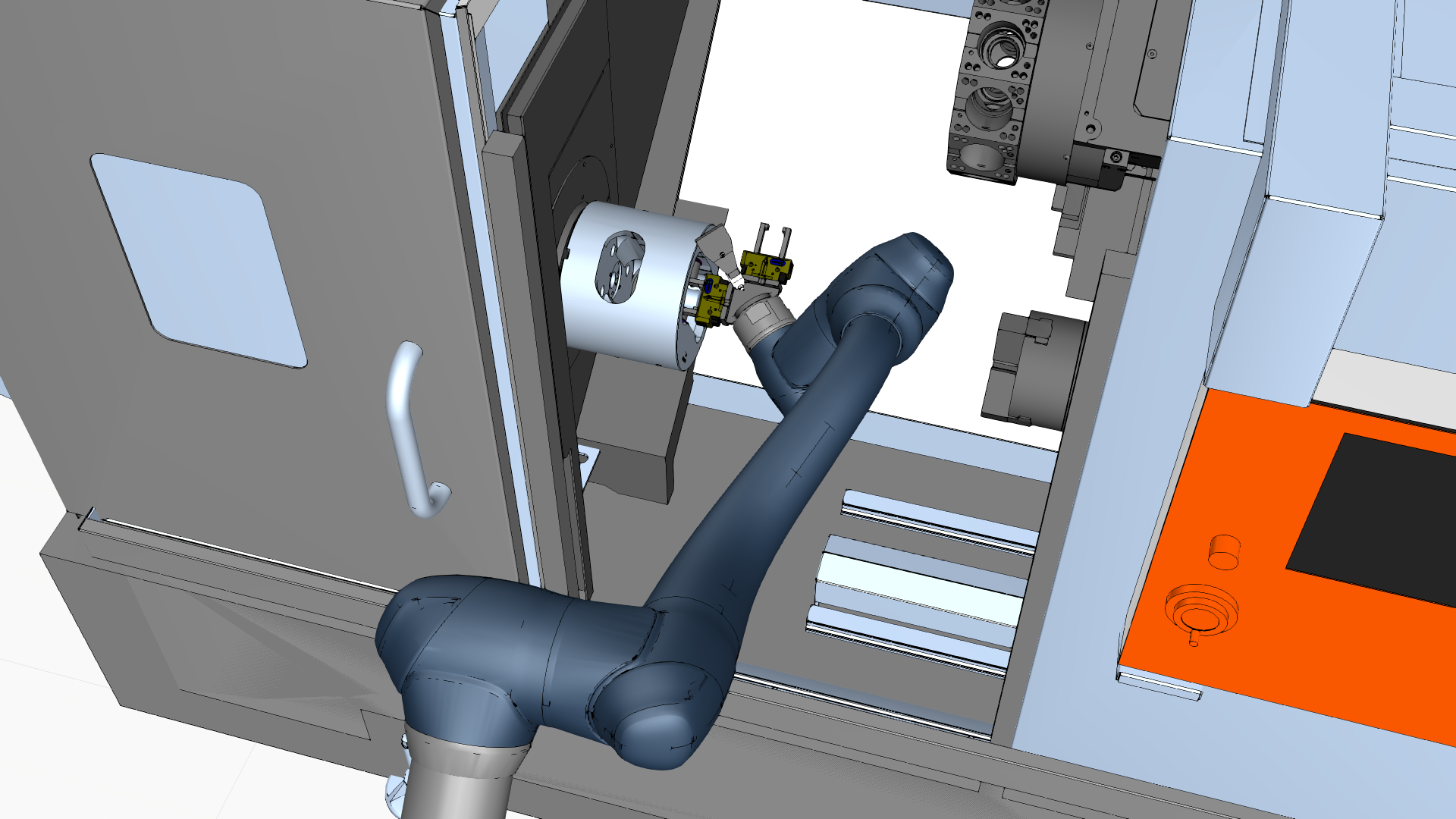
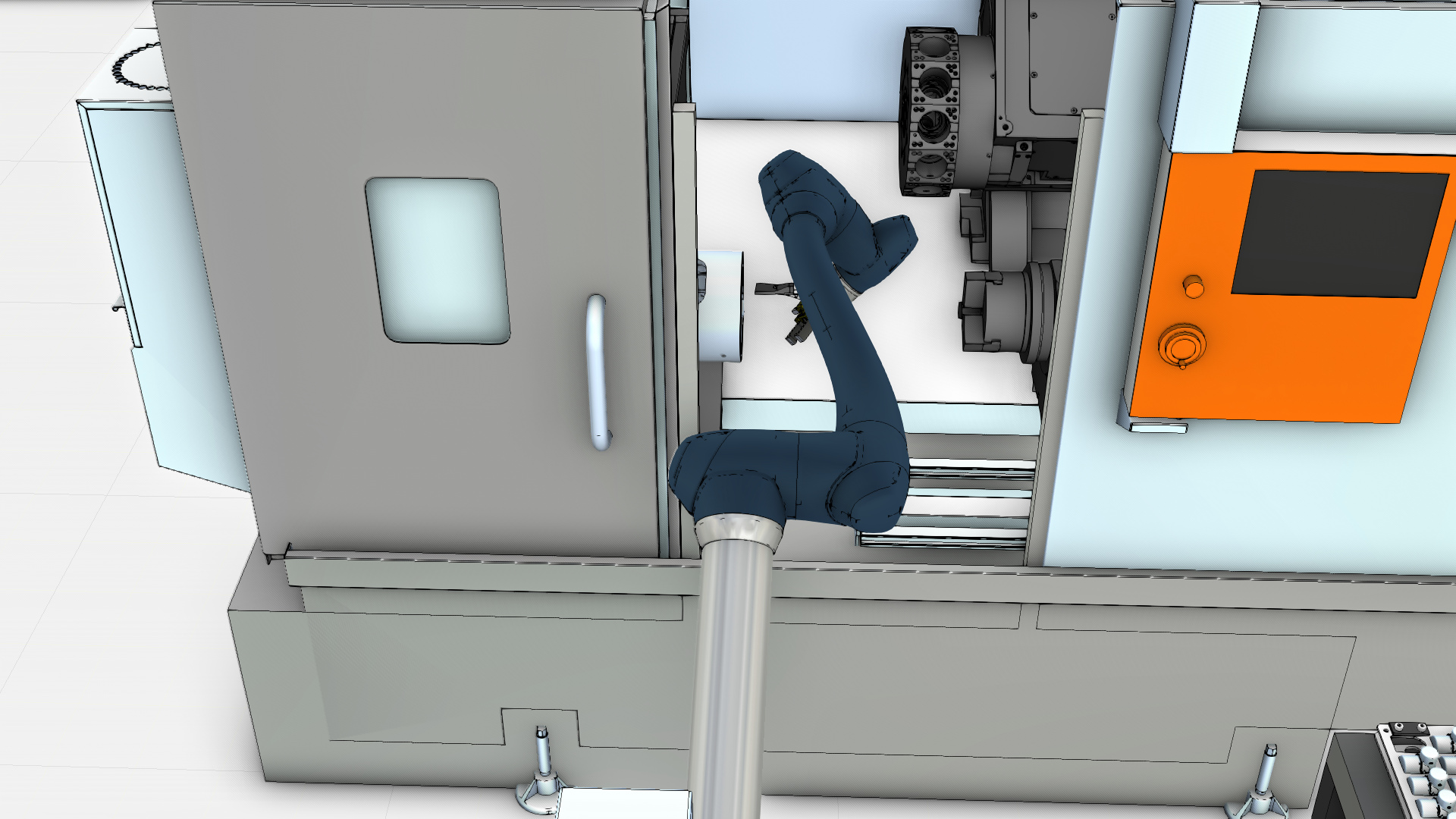
Загрузка станков осуществляется расположенным на стойке на равном удалении от станков коллаборативным роботом-манипулятором, не требующим ограждения. На фланце робота расположена пара пневматических трех-кулачковых захватов для возможности загрузки заготовки и извлечения готового изделия из автоматического патрона станка за один заход в рабочее пространство станка.
Заготовки и готовые изделия располагаются на столе позиционере заготовок, что позволяет позиционировать их для захвата роботом. Станок оснащается пневматическими системами закрытия/открытия дверей и концевыми выключателями и автоматической системой управления патроном. Робот имеет возможность обмениваться цифровыми командами DI/DO со станком (передача команд: зажать патрон, раскрыть патрон, запустить программу обработки, программа обработки завершена). На фланце робота помимо спаренных схватов расположен пневматический пистолет для обдува детали после обработки станком.
Станция предназначена для производства малой и средней партии деталей. Стол для заготовок поставляется со специальными ячейками для заготовок (под размеры деталей заказчика). Для уменьшения время цикла. Манипулятор может быть установлен в различной ориентации, что обеспечивает максимальную гибкость. Это современная, надёжная роботизированная ячейка, предназначенная для работы с широким спектром продукции.
Робот располагается на металлическом пьедестале (также возможна установка робота на сам стол, путем установки на стол выносной конструкции как платформу для робота).
Компактная конструкция обеспечивает легкий доступ к производственному оборудованию.
Робот устанавливает готовые детали на месте заготовок. Таким образом, как только стол с заготовками будет полностью заполнен готовыми изделиями, робот посылает сигнал оператору для замены стола на новые заготовки (болванки).
Технология рабочего процесса:
- Оператор в начале производственного цикла устанавливает заготовки на стол.
-
Согласно выбранной оператором программы, робот центрическим захватом осуществляет захват заготовки и выгрузку со стола в станки (подтверждается датчиком наличия детали), во время обработки заготовок, робот производит захват следующей заготовки и ожидает окончании обработки.
-
По окончанию процесса обработки заготовок станок подает сигнал роботу, манипулятор осуществляет захват заготовки, после снятия заготовки робот осуществляет обдув зажимного патрона, далее с помощью сдвоенного захвата устанавливает следующую заготовку, далее выгрузка готового изделия на стол заготовок.
-
Цикл повторяется.
Преимущества робототехнического комплекса (РТК):
- Приемлемая стоимость
- Надежность и простота конструкции
- Позволяет обрабатывать детали от нескольких граммов до несколько килограмм
- Разработано для производства мелких и средних серий продукции
- Простое соединение со станком
- Быстрая установка поста и переналадка на другую задачу.
- Время для технологического цикла составит 30 секунд
- Комплекс рассчитан под заготовки весом до 5 кг
- Общее количество заготовок (в зависимости от размеров) от 20 до 50 шт.
- Конфигурация РТК позволяет обслуживать до 2-х станков
.